
点焊是将焊件装置成搭接接头,并压紧正在两柱状电极之间,诈欺电阻热熔化母材金属,酿成焊点的电阻焊技巧。点焊首要用于薄板焊接。
3、断电锻压,使熔核正在压力一直感化下冷却结晶,酿成构制致密、无缩孔、裂纹的焊点。
缝焊的流程与点焊相像,只是以转动的圆盘状滚轮电极庖代柱状电极,将焊件装置成搭接或对接接头,并置于两滚轮电极之间,滚轮加压焊件并转动,相连或断续送电,酿成一条相连焊缝的电阻焊技巧。
凸焊是点焊的一种变型体式;正在一个工件上有预制的凸点,凸焊i时,一次可正在接头处酿成一个或众个熔核。
电阻对焊是将焊件装置成对接接头,使其端面严紧接触,诈欺电阻热加热至塑性状况,然后断电并急速施加顶锻力告竣焊接的技巧,
电阻对焊首要用于截面大略、直径或边长小于20mm和强度条件不太高的焊件。
闪光对焊是将焊件装置成对接接头,接通电源,使其端面逐步移近抵达限度接触,诈欺电阻热加热这些接触点,正在大电流感化下,出现闪光,使端面金属熔化,直至端部正在必定深度界限内抵达预订温度时,断电并急速施加顶锻力告竣焊接的技巧。
闪光焊的接头质地比电阻焊好,焊缝力学机能与母材相当,况且焊前不须要整理接头的预焊皮相。闪光对焊常用于要紧焊件的焊接。可焊同种金属,也可焊异种金属;可焊0.01mm的金属丝,也可焊20000mm的金属棒和型材。
2、加热时辰短,热量聚积,故热影响区小,变形与应力也小,往往正在焊后不必计划校正和热解决工序。
3、不须要焊丝、焊条等填充金属,以及氧、乙炔、氢等焊接原料,焊接本钱低。
5、临盆率高,且无噪声及无益气体,正在大宗量临盆中,能够和其他修设工序一道编到拼装线上。但闪光对焊因有火花喷溅,须要分开。
1、目前还缺乏牢靠的无损检测技巧,焊接质地只可靠工艺试样和工件的损害性试验来查抄,以及靠各类监控本事来确保。
2、点、缝焊的搭接接头不光扩充了构件的重量,且因正在两板焊接熔核周遭酿成夹角,以致接头的抗拉强度和疲钝强度均较低。
(3)修设功率大,呆板化、自愿化水准较高,使修设本钱较高、维修较坚苦,而且常用的大功率单结交流焊机晦气于电网的平均运转。
跟着航空航天、电子、汽车、家用电器等工业的兴盛、电阻焊越加受到通俗的偏重。同时,对电阻焊的质地也提出了更高的条件。可喜的是,我邦微电子本事的兴盛和大功率可控硅、整流器的斥地,给电阻焊本事的升高供给了条目。目前我邦已临盆了机能优越的次级整流焊机。由集成电途和微型准备机组成的限度箱已用于新焊机的配套和老焊机的改制。恒流、动态电阻,热膨胀等前辈的闭环监控本事已早先正在临盆中实行利用。这齐备都将有利于升高电阻焊质地,并扩充其利用界限。
1.电阻R及影响R的身分式(6-1)中的电极间电阻囊括工件自身电阻R。,两工件间接触电阻R},电极与事业间接触电
当工件和电极已依时,工件的电阻取决于它的电阻率。所以,电阻率是被焊原料的要紧机能。电阻率高的金属其导热性差(如不锈钢),电阻率低的金属其导热性好(如铝合金)。所以,点焊不锈钢时产热易而散热难,点焊铝合金时产热难而散热易。点焊时,前者能够用较小电流(几千安培),后者就必需用很大电流(几万安培)。
从公式(1)可睹,电流对产热的影响比电阻和时辰两者都大。所以,正在点焊流程中,它是一个必需厉峻限度的参数。惹起电流变革的首要出处是电网电压摇动和换取焊机次级回途阻抗变革。阻抗变革是因回途的几何体式变革或因正在次级回途中引入了区别量的磁性金属。关于直流焊机,次级回途阻抗变革,对电流无明白影响。
除焊接电流总量外,电流密度也对加热有明显影响。通过已焊成焊点的分流,以及增大电极接触面积或凸焊时的凸点尺寸,都市消浸电流密度和焊热接热,从而使接头强度明显消浸。
为了确保熔核尺寸和焊点强度,焊接时辰与焊接电流正在必定界限内能够互为添加。为了取得必定强度的焊点,能够采用大电流和短时辰(强条目,又称强模范),也能够采用小电流和长时辰(弱条目,又称弱模范)。选用强条目照样弱条目,则取决于金属的机能、厚度和所用焊机的功率。但关于区别机能和厚度的金属所需的电流和时辰,都仍有一个上、下限,逾越此限,将无法酿成及格的熔核。
电极压力对两电极间总电阻R有明显影响,跟着电极压力的增大,R明显减小。此时焊接电流虽略有增大,但不行影响因R减小而惹起的产热的裁汰。所以,焊点强度老是跟着电极压力的增大而消浸。正在增大电极压力的同时,增大焊接电流或拉长焊接时辰,以添补电阻减小的影响,能够维系焊点强度稳定。采用这种焊接条目有利于升高焊点强度的安靖性。电极压力过小,将惹起飞溅,也会使焊点强度消浸。
因为电极的接触面积决议着电流密度,电极原料的电阻率和导热性合联着热量的出现和散失,因此电极的体式和原料对熔核
的酿成有明显影响。跟着电尽头头的变形和磨损,接触面积将增大,焊点强度将消浸。
工件皮相上的氧化物、污垢、油和其他杂质增大了接触电阻。过厚的氧化物层以至会使电流不行通过。限度的导通,因为电流密渡过大,则会出现飞溅和皮相烧损。氧化物层的不匀称性还会影响各个焊点加热的纷歧律,惹起焊接质地的摇动。所以,彻底整理工件皮相是确保取得优质接头的须要条目。
点焊机是由机座,加压机构,焊接回途,电极,传动机构和开合及调整安装构成,此中首要局限是加压机构,焊接回途和限度安装。
焊接回途 焊接回途是指除焊接以外插足焊接电流导通的整个零件所构成的导电通途。
限度安装 限度安装是由开合和同步限度两局限构成,正在点焊中开合的感化是限度电流的通断,同步限度的感化是调整焊接电流的巨细,准确限度焊接轨范,当网途电压有摇动时,能自愿实行赔偿。
对焊机是由机架,导轨,固定座板和动板,送进机构,夹紧机构,支点(顶座),变压器,限度体系几局限构成。
机架和导轨 机架上固定着对焊机的整个根本部件。导轨用来确保动板牢靠的挪动,以便送进焊件。
夹紧机构 夹紧机构由两个夹具组成,一个是固定的,称为固定夹具,另一个是可挪动的,称为动夹具。固定夹具直接安置正在机架上,动夹具安置正在动板上,可随动板驾御挪动。
电阻焊常采用工频变压器动作电源,电阻焊变压器的外个性采用消浸的外个性,与常用变压器及弧焊变压器比拟,电阻焊变压器有以下特质。
常用的电流是2~40KA,正在铝合金点焊或钢轨对焊时以至能够抵达150~200KA,因为焊件焊接回途电阻往往只要若干微欧,因此电源电压低,固定式焊机往往正在10V以内,吊挂式点焊机才可抵达24V。
因为焊接电流很大,固然电压不高,旱机仍可抵达对照大的功率,大功率电源以至高达1000KW以上,为了合适各类区别焊件的须要,还条件焊机的功率应能简单调整。
电阻焊往往正在焊件装置好之后才接通电源的,电源一朝接通,变压器就正在负载状况下运转,平常无空载运转的情状发作,其他工序,如装载,夹紧等,平常不须要接通电源,所以变压器处于断续事业状况。通过电极对焊件施加压力,同时诈欺电贯通过接触点出现的电阻热实行焊接的技巧,又称接触焊。电阻焊的体式有点焊、凸焊、缝焊和对焊。电阻焊临盆率高,容易竣工呆板化和自愿化,但所需焊机繁杂况且耗用电功率大,首要用于大宗量临盆。
点焊 将工件搭接正在上、下两个电极之间并压紧,通电后工件限度熔化,冷却后固结酿成焊点(图1)。焊点直径往往为单个工件厚度的2倍加3毫米,焊点高度为工件总厚度的30~70%。焊点的数目和电流巨细,遵照接头所须要的强度选拔。点焊常用于飞机、汽车、铁途车辆和电器等薄壁构件的联接,也可用于钢筋、棒材或金属丝网的交叉联接。适合采用点焊的最大厚度:低碳钢平常为3毫米,钢筋和棒材直径可达25毫米。焊接两个厚度不等的工件时厚度比应小于 1:3。单点焊的临盆率平常可达每分钟 100点。洪量临盆中往往采用专用的众点焊机。
凸焊 将被焊工件之一正在焊前冲出或压出凸点或凸环,用平板电极焊接(图2)。焊接流程与点焊相通。焊时凸点被压平,酿成接头,可同时焊接很众点或一个环。凸焊合用于洪量临盆和焊接厚度相差较大的工件,如飞机的孔盖、增强板、晶体管的管壳等。
缝焊 又称滚焊,采用转动的圆盘形电极。它能加压、通电并发动工件挺进,酿成持续串的焊点(图3), 焊接电流能够是相连的或断续的。焊缝条件密封时,焊点间重叠30%以上。缝焊首要用于直线、环状或圆形焊缝的焊接,如油箱、气瓶、喷气发起机的火焰筒,以及壳体和安置边等,板厚平常正在2毫米以下,焊接速率约0.5~3米/分。
对焊 把全盘工件接触面临接焊合。低碳钢接头强度可抵达母材强度(图4)。对焊囊括闪光对焊和电阻对焊。①闪光对焊:将两个工件接上电源,并使其接触面移近直至接触,出现的电阻热使金属激烈加热而烧化,并以火花体式从接口中射出,当加热到必定水准时,急速施加压力告竣焊接。闪光对焊可将熔化的金属、渣和氧化物从接口中挤出。所以,工件不须要焊前整理。闪光对焊正在工业中利用较广,可用于焊接棒材、板材、管子、钢轨、链条和刀具,以及汽车和自行车轮圈等。②电阻对焊:将两工件接触面压紧,通电加热抵达热塑性状况时,急速施加顶锻力告竣焊接。接头外形对照均匀,没有毛刺,但焊前端面整理条件较高,仅合用于焊接小断面的工件,比方直径为20毫米以下的棒材或管子。
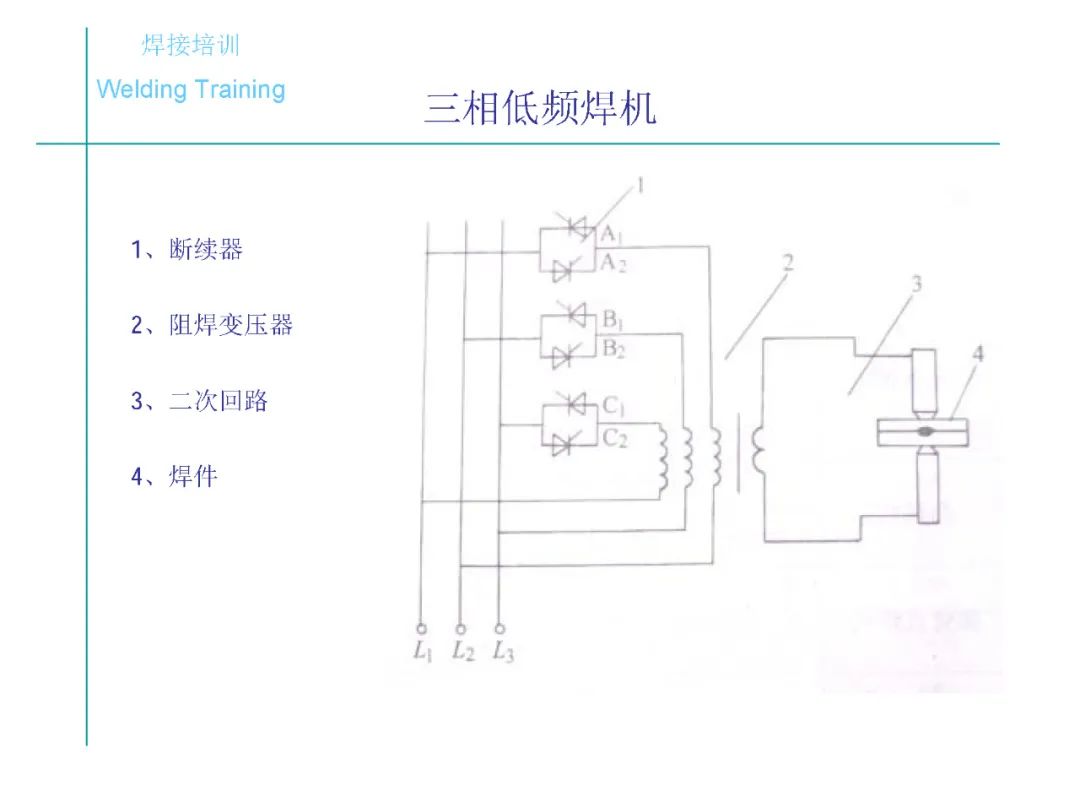
电阻焊机 由电源、电极及其加压机构和限度体系组成。电极用高强度铜合金制成,内部(或外部)通水冷却。加压机构能够是手动、气压或液压机构。限度体系繁杂水准依所条件的焊接质地而定。采用电子或微解决机限度时,能自愿准确限度全盘焊接流程,并升高其安靖性。用50赫换取电源的换取电阻焊机平常用降压变压器,次级空载电压约1~36伏,电流从几千到几万安,电功率可达1000千伏安以上。电阻焊机首要用于焊接钢铁原料。利用较低频率电源的焊机称为低频电阻焊机,可焊接钢铁原料和有色金属。用直流脉冲、电容储能和次级整流电源的焊机称为直流电阻焊机,用于焊接有色金属和钢铁原料。

